Explore our elite range of heavy-duty Tri-proof fixtures, smart LED ceiling panels, and high-performance industrial lighting systems engineered for complex commercial architectures.
1. Global Industrial & Commercial LED Landscape: Macro Demands
The global transition toward high-efficiency solid-state lighting (SSL) is no longer merely a cost-saving measure; it has become a central pillar of corporate environmental governance, decarbonization initiatives, and operational resilience. Industrial facilities, logistics centers, pharmaceutical complexes, and infrastructure networks require robust illumination systems that withstand harsh environmental parameters while optimizing energy consumption.
According to comprehensive market analysis, the demand for specialized, high-protection luminaires (such as IP65, IP66, and IP69K rated tri-proof and high-bay configurations) is scaling rapidly. Modern enterprises seek integrated solutions that align with automated building controls, low Unified Glare Ratings (UGR) to enhance occupant productivity, and long-life cycle components that reduce maintenance cycles. As a leading manufacturer and exporter, we address these requirements by designing luminaires that bridge the gap between structural integrity and smart control topologies.
3 Million
Annual Production Sets
100M+
Annual Sales (RMB)
38 KM
Distance to Ningbo Port
100%
Quality Checked R&D
2. Advanced R&D, Optical Design, and In-House Testing Capabilities
Our manufacturing approach is built upon robust engineering and comprehensive quality control systems. We maintain a state-of-the-art independent mold research and development center alongside advanced photoelectric testing laboratories. To ensure every product meets rigorous international standards, our testing infrastructure features:
Integrating Sphere Spectrometer
Provides precise analysis of luminous flux, color rendering index (CRI), chromaticity coordinates, and spectral power distribution for strict quality output control.
Optical Darkroom Facilities
Equipped with modern goniophotometers to map spatial luminous intensity distribution curves, facilitating the execution of complex DIALux simulation projects.
IP Standard Testing Chambers
Simulates real-world environmental stress, water ingress, dust penetration, and extreme humidity to secure certified IP65, IP66, and IP69K ratings.
By maintaining complete control over our manufacturing processes—ranging from initial mold design to high-pressure injection molding, blister molding, and compression processes—we achieve superior structural durability and thermal management. This level of vertical integration guarantees that our clients receive high-performance luminaires optimized for prolonged service life and structural integrity.
“Operational efficiency is achieved at the intersection of design precision and rigorous physical testing. Our vertically integrated production model allows us to deliver bespoke luminaires that perform reliably in the most demanding conditions.” — Ledlot Engineering Director
3. Localized Applications and Industrial Use-Cases
Our lighting systems are engineered to address the specific performance requirements of diverse commercial and industrial operations:
Cold Storage & Food Processing: Our IP65/IP66 Tri-proof linear fixtures are designed to operate reliably in low-temperature environments down to -40°C. They feature robust polycarbonate housings that resist cracking, thermal shock, and degradation from chemical cleaning agents.
Pharmaceutical Laboratories: Utilizing particle-free, flush-mount, and IP69K-rated structural profiles, our fixtures prevent contamination buildup and withstand high-pressure washdowns, making them ideal for cleanrooms.
Heavy Manufacturing & Warehousing: High-ceiling industrial facilities leverage our UFO High Bay luminaires, which feature advanced aluminum thermal dissipation housings, dimming options, and integrated motion sensors to optimize energy consumption.
Public Infrastructure: Tunnels, railway corridors, bridges, and subways utilize our high-impact resistant linear luminaires. These systems are engineered to resist mechanical vibration, moisture, and dust ingress.
4. Global Compliance, Logistics, and Supply Chain Stability
Navigating international supply chains requires strict adherence to global safety and quality standards. Our company is certified under the BSCI (Business Social Compliance Initiative) framework and the ISO9001:2000 Quality Management System. Our product lines carry recognized certifications including TUV GS, CE, ROHS, LVD, and EMC, ensuring smooth compliance approvals across diverse markets.
Strategically located just 38 kilometers from Ningbo Port, our facility offers streamlined logistics and freight coordination. This proximity minimizes inland transportation times, reduces transit costs, and supports reliable shipping schedules for our international distributors and project partners.
ISO 9001:2000 Certified
BSCI Audited Facility
TUV GS / CE / ROHS Compliant
LVD & EMC Certified
5. Technology Roadmap & Future Outlook
Our development roadmap focuses on the integration of smart control topologies and sustainable materials:
IoT-Enabled Control Systems: Expanding our wireless device portfolio with Zigbee and Tuya control systems, enabling automated daylight harvesting, scheduling, and power management.
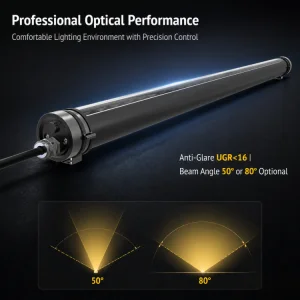
Glare Management (Low UGR): Advancing optical diffusers and micro-prismatic structures to achieve UGR < 16 ratings, helping to reduce eye strain and improve workplace safety.
Sustainable Production: Integrating bio-based plastics and post-consumer recycled materials into our housing manufacturing processes without compromising structural integrity or thermal performance.
6. In-Depth Technical Q&A (FAQ)
What features define your IP65, IP66, and IP69K ratings?
IP65 and IP66 ratings represent protection against dust and high-pressure water jets, making them suitable for outdoor and high-humidity environments. The IP69K rating provides additional protection against close-range, high-pressure, and high-temperature washdowns, making these fixtures ideal for pharmaceutical cleanrooms and food-processing environments.
How does your customization workflow support OEM/ODM partnerships?
Our in-house R&D team can develop custom components based on client drawings or physical samples. Our internal injection and compression molding facilities allow us to design, prototype, and manufacture custom housings, dimensions, and driver configurations with shorter lead times.
What steps do you take to verify optical parameters?
We verify all performance specifications in our own testing facility. Every production batch is tested using our integrating sphere spectrometers and darkroom goniophotometers to ensure accurate lumen output, color rendering, beam angles, and thermal performance.
Advanced Smart & Industrial Lighting Solutions
Explore our technical-grade, high-capacity, and smart-controlled lighting solutions designed for factories, warehouses, and modern commercial spaces.