Top 10 LED Stage Lighting Manufacturers & Factories
The Definitive Industrial Guide & Global Supply Chain Whitepaper on Advanced Entertainment Luminaires, Heavy-Duty Architectural Fixtures, and Solid-State Optical Systems
The Global Evolution of Stage and Architectural LED Luminaires
The global entertainment and architectural lighting sector has undergone a massive paradigm shift. Traditional halogen and high-intensity discharge (HID) lamps have been almost entirely replaced by solid-state light (SSL) technologies. This commercial shift is driven by strict energy regulations, the demand for dynamic color-mixing architectures, and the need for robust thermal management systems. In industrial settings, subways, and outdoor plazas, the requirement for high-performance, waterproof, and explosion-proof lighting has catalyzed the integration of IP65 and IP66 ratings with advanced LED drivers.
This industry report acts as a technical whitepaper for global procurement managers, lighting designers, and systems integrators. We analyze the design requirements, optical engineering standards, and logistical setups of the top manufacturing hubs. We also highlight our integrated factory capabilities in production, mold development, and international compliance certification.
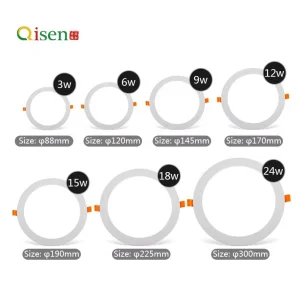
Featured High-Performance Industrial & Commercial Luminaires
Precision-engineered lighting products featuring advanced optical control and high durability
Direct Factory Benchmarks Defining High-Reliability Lighting Manufacturing
100M+
Annual Sales Volume (RMB)
3M Sets
Annual Production Capacity
38 KM
Proximity to Ningbo Shipping Port
Global Stage & Architectural Lighting: Market Research
Modern LED stage lighting requires complex optical and mechanical engineering. High-performance washes, spotlights, and profile fixtures rely on precise light engines. They need multi-spectral color mixing (such as RGBL or RGBAL) to maintain a high Color Rendering Index (CRI) and Television Lighting Consistency Index (TLCI) across color temperatures. Unlike typical commercial lamps, stage luminaires must support clean dimming down to 0% without color shifts, and handle high-speed pulse-width modulation (PWM) to prevent on-camera flicker.
At the same time, architectural structures like facades, stadiums, and bridges require IP65 and IP66 waterproof profiles. These systems must withstand wind loads, UV radiation, and shifting temperatures. These engineering requirements link the commercial entertainment lighting sector directly to high-grade industrial architectural manufacturing.
Our Quality Control Philosophy: BSCI & ISO9001:2000 Certified Operations
Ledlot Lighting and Zhengning Lighting operate under strict quality management systems. Our manufacturing facilities are certified to ISO9001:2000 standards and hold BSCI (Business Social Compliance Initiative) certification. These standards guide every step of our process—from component sourcing to final assembly line testing.
We work with international compliance bodies to certify our lighting platforms under TUV GS, CE, ROHS, LVD, and EMC. This makes sure our products meet or exceed the regulatory requirements of markets like Europe, the Americas, Southeast Asia, Australia, the Middle East, and Africa.
In-House Injection & Compression Molding
We run dedicated injection, blister, and compression molding workshops. This allows us to control production costs, maintain strict housing tolerances, and scale manufacturing quickly.
Advanced Optical Laboratories
Our facilities include a specialized darkroom, integrating sphere spectrometers for color analysis, and IP waterproof level testers.
End-to-End OEM/ODM Services
Our dedicated engineering team designs, prototypes, and manufactures custom products from customer technical drawings or physical reference samples.
Analyzing the Top 10 Manufacturers of Stage and Architectural LED Lighting
Global buyers need to assess manufacturers based on production capacity, compliance certifications, testing standards, and customization capabilities. The top-tier manufacturers typically share these key characteristics:
1. Dynamic Thermal Simulation & Management
Stage lights generate significant localized heat. Leading factories use thermal simulation software to design efficient heat sinks and quiet, temperature-regulated cooling fans. This keeps junctions within safe temperatures, preventing color shifting and early LED degradation.
2. Color Calibration and Uniformity Standard
Premium suppliers test each fixture using integrating spheres and goniophotometers. This ensures consistent color output across different production batches and avoids chromatic aberration.
3. Modular Driver Designs and Protocol Compatibility
Industrial systems require flexible control. The best manufacturers design drivers that work with standard control protocols, including DMX512-A, RDM, Art-Net, sACN, and wireless platforms. This allows stage fixtures to integrate smoothly with larger lighting networks.
Outdoor installations require reliable protection against moisture and dust. Leading factories build housings using advanced gaskets and breathing valves. This allows pressure to equalize without compromising the moisture seal.
Technical Roadmap & Future Industry Trends
Key technological shifts driving the development of stage and industrial architectural lighting
Multi-Spectral Color Synthesis
Transitioning from simple RGBW engines to five-color (RGBAL) or six-color systems. Adding Lime and Amber chips broadens the color spectrum, improves white light quality, and delivers a higher CRI.
IoT Integration & Remote Device Management (RDM)
Future fixtures will include embedded diagnostic systems. These modules track runtime, thermal history, and component health, transmitting data back to central control systems for preventive maintenance.
Eco-design and circular economy design
With changing global regulations, manufacturers are moving toward circular-economy design models. This means constructing products with easily separable and recyclable aluminum alloy housings, modular power supplies, and replaceable light boards.
Adapting high-performance LED technologies to challenging real-world environments
1. Industrial Workshops & Logistics Hubs
Factories, material warehouses, and assembly lines require high-lumen, glare-free illumination with low maintenance needs. Our high-efficacy UFO high bays (up to 150LM/W) provide excellent visibility, lowering operational costs and energy consumption in large industrial spaces.
2. High-Humidity & Corrosion Environments
Wet areas like indoor pools, commercial saunas, canteens, and food preparation facilities require highly reliable sealing. Our IP65/IP66 linear lights are designed to resist steam, moisture, and dust, ensuring a long operational lifetime.
3. High-Safety Municipal & Transit Projects
Subways, tunnels, bridge crossings, and docks face high humidity and physical vibrations. These installations require rugged, impact-resistant structures, certified explosion-proof ratings, and reliable emergency egress signs.
Frequently Asked Questions (FAQ)
Clear answers to technical, manufacturing, and shipping questions for global buyers
What are the main advantages of sourcing directly from an integrated molding factory?
+
Integrated molding factories control the entire production pipeline. This reduces costs compared to manufacturers who buy components from third parties. It also makes quality control more consistent and speeds up customization (OEM/ODM) because tooling modifications can be made in-house.
What is the difference between IP65 and IP66 ratings in industrial lighting applications?
+
An IP65 rating indicates the fixture is dust-tight and protected against low-pressure water jets from any direction. An IP66 rating provides higher protection, meaning the housing is protected against high-pressure water jets and heavy seas. This makes IP66 fixtures better suited for exposed marine docks, subways, and outdoor architectural wash applications.
How do you verify color consistency and luminous flux across production batches?
+
We test all production batches in our optical darkroom using integrating sphere spectrometers. These instruments measure luminous flux, color rendering indexes (CRI), color temperature (CCT), and coordinates on the CIE color space. This process ensures all delivered products meet the required chromatic tolerances.
How does the factory handle logistics for bulk ocean freight?
+
Our factory is located just 38 kilometers from the Ningbo Port. This close proximity reduces transit times and inland freight costs, helping us arrange container shipments quickly and efficiently.
Explore Our Full Industrial & Commercial Product Line
Heavy-duty high bays, panel lights, and custom architectural lighting solutions
Request a Custom Quotation or Product Specification Sheet
Partner with an established OEM/ODM factory holding BSCI and ISO9001 certifications. Get in touch with our engineering team for detailed IES files, photometrics, and volume pricing.