The international landscape for industrial and architectural lighting has shifted from basic lumen output calculations to holistic evaluations of product longevity, environmental resilience, and energy conversion efficiency. In harsh environments, standard light fixtures degrade rapidly due to moisture penetration, thermal stress, and dust accumulation. This has driven global engineering procurement groups to seek robust LED Bulkhead Lights capable of surviving extreme commercial and heavy industrial settings.
In regions such as Western Europe and North America, strict energy codes (such as ErP and Title 24) require suppliers to provide products with advanced architectural integration, high CRI values, and low Unified Glare Ratings (UGR). Meanwhile, fast-developing industrial corridors in Southeast Asia, the Middle East, and Australia prioritize rugged physical engineering. Dust protection, corrosion resistance in coastal docks, and survival in heavy vibration environments like subways and mines dictate procurement parameters. B2B decision-makers prioritize direct partnerships with vertically integrated Chinese factories that control the manufacturing pipeline from mold creation through to finished certifications.
European Compliance Focus
Demands strictly adhere to CE, RoHS, and GS certifications alongside high efficiency (minimum 130 lm/W) and smart controls (DALI-2 / Zigbee).
Middle East & Africa Ruggedness
Prioritizes thermal stability. Luminaires must run reliably under external temperatures exceeding 50°C without accelerating lumen depreciation.
Americas & Oceania Standards
Requires robust UL/ETL and SAA/C-Tick certifications, impact-resistant IK10 polycarbonates, and reliable localized support pipelines.
2. Technical Specifications & Material Engineering
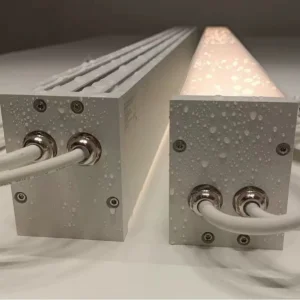
To achieve professional-grade sustainability in challenging conditions, the structural engineering of LED Bulkhead Lights must integrate thermal dynamics, advanced material sciences, and precision optics. The luminaires feature specialized IP65 and IP66 Tri-proof characteristics, preventing moisture ingress and protecting internal electronics from fine particulate matter.
Optical Cohesion
Utilizing advanced 28mm aspheric optical COB lenses to achieve precise light concentration, minimizing scattering loss while improving glare metrics.
Chamber & Seal
Engineered with high-tensile silicone gaskets and double-insulated internal wiring, providing complete resistance to corrosive environments.
High Impact IK10 Casing
Molded through in-house injection systems using top-grade polycarbonate (PC) that is flame-retardant and highly shatterproof.
Our engineering utilizes a modern, darkroom-based integrating sphere spectrometer to map color metrics, maintaining chromaticity coordinates and color spatial uniformity across all batches. By executing in-house injection molding and structural compression, we control wall-thickness tolerances down to ±0.1mm. This strict compliance creates structural integrity that standard assembly-only vendors cannot replicate.
Industrial luminaires do not operate in isolation. They form a core component of municipal infrastructure, logistics hubs, and processing centers. The applications of our IP65 and IP66 Tri-proof lights extend across severe environments that present distinct physical and chemical challenges:
Chemical and Moisture-Heavy Environments
In institutional kitchens, food processing plants, bakeries, and swimming pools, atmospheric moisture and chemical cleaning agents cause rapid erosion in standard lights. Our composite enclosures resist chemical breakdown, preventing vapor from corroding the internal driver boards.
Heavy Logistics and High-Dust Storage
Various materials warehouses and production lines require consistent illumination to optimize worker safety and error-free pick-and-pack operations. Our anti-glare solutions maintain high lumen output over long cycles without attracting significant dust accumulation.
Municipal Transit and Heavy Engineering Facilities
In underground parking lots, pedestrian tunnels, rail subways, and bridges, lighting systems are subjected to constant vibrations and electrical surges. The structural design of our bulkhead fixtures absorbs these mechanical shocks, while our heavy-duty drivers isolate the system from voltage fluctuations.
To remain competitive, our developmental roadmap prioritizes smart sensor integration, highly recyclable components, and improved driver efficiency. We actively integrate IoT communication layers directly onto the LED driver PCB, allowing seamless building management system (BMS) integration.
Phase 1: Wireless Sensor Protocols
Integrating microwave motion sensors with Zigbee and DALI-2 networks. This enables dimming-on-idle profiles that cut energy draw by up to 75% in low-occupancy warehouse aisles.
Phase 2: Advanced Materials
Shifting production towards bioplastics and aluminum alloys with high recycled content, reducing carbon footprint while retaining thermal conductivity and impact resistance.
Phase 3: Human-Centric Controls
Developing color-temperature shifting drivers that mimic natural daylight cycles, designed to improve employee alertness and comfort in enclosed windowless environments.
5. Supply Chain Resiliency & Logistics Efficiency
A major challenge in global project management is maintaining predictable shipping timelines and high product quality. Operating near major trade hubs provides key logistical advantages. Our facility is situated only 38 kilometers from the Ningbo Port, one of the busiest maritime shipping centers globally. This location allows for fast ocean freight container dispatch, lower domestic transit costs, and reduced handling risks.
To manage production risks, we employ vertical integration. While many suppliers source their housings from external contractors, our facility operates an in-house mold research center and injection workshop. This capability ensures that design modifications, structural reinforcement, and production scaling are handled internally, resulting in consistent fit, finish, and alignment.
Tooling Versatility
We operate specialized machinery for injection, blister, and compression molding. This allows us to manufacture custom casing profiles tailored to specific thermal and architectural designs.
Rapid Prototyping
Our engineering team develops and refines prototypes from customer-supplied CAD drawings or physical reference samples, shortening development times for OEM projects.
Quality Control Systems
Equipped with integrating spheres, darkrooms, and automated IP waterproof testers, our quality control team tests output to match CE, GS, ROHS, LVD, and EMC guidelines.
6. International Compliance & Quality Frameworks
To ensure compatibility with global projects, our manufacturing and management systems are fully certified. Our facility is certified under ISO9001:2000 Quality Management Systems and has passed audits for BSCI (Business Social Compliance Initiative). These structures guarantee ethical working practices, consistent manufacturing procedures, and traceable quality records.
For commercial safety, our luminaires are tested and certified under international standards, including TUV GS, CE, ROHS, LVD, and EMC. These certifications verify electrical isolation, thermal management, and magnetic field safety. This level of verification allows our products to be directly installed in hospitals, government facilities, public corridors, and high-security defense barracks.
7. Industrial Lighting Procurement FAQ
Answers to common technical and logistical questions from global electrical contractors, engineers, and procurement managers.
What is the performance difference between IP65 and IP66 in LED bulkhead lights?
IP65 rating indicates the luminaire is protected against low-pressure water jets from any direction, suitable for standard exterior walls, corridors, and humid production spaces. IP66 rating provides protection against high-pressure water jets and heavy seas, making it suitable for marine docks, washdown zones in food processing lines, and areas exposed to severe weather.
How does in-house mold tooling benefit custom OEM/ODM projects?
By utilizing our own mold research and development center, we bypass third-party toolmakers. This reduces production lead times and lowers development costs. We can verify tolerances, adjust wall thickness, and optimize mechanical interfaces directly on the factory floor, ensuring faster design validation.
What thermal management features are integrated into these high-wattage bulkhead designs?
We use high-grade aluminum alloy bases combined with thermal interface materials to draw heat away from the LED chips. The housing features external heat dissipation channels that promote air convection, keeping junction temperatures low. This design helps maintain lumen output over a 50,000-hour operational lifespan.
Can your tri-proof and bulkhead lights support emergency battery backup configurations?
Yes, our fixtures can be configured with emergency conversion kits. These systems include high-temperature Ni-Cd or LiFePO4 battery packs and automated self-test controllers. Upon power failure, they maintain emergency illumination (typically 3W to 8W) for a minimum of 90 to 180 minutes, meeting local building safety regulations.
How does proximity to the Ningbo Port affect shipping costs and lead times?
Being located 38 kilometers from the Ningbo Port simplifies local logistics. It minimizes overland transport costs and reduces carbon emissions. Containers can be loaded at our warehouse and transferred to the port terminal quickly, helping to keep project timelines on track.
Extended Industrial & Architectural Portfolio
Additional commercial-grade products for specialized building designs, chemical processing plants, and public works.